
When you were in school, did your teachers bombard you with the KISS principle? “Keep it simple, stupid”? I guess in our lawsuit-happy times, the proper term in education now is “Keep it simple, student.” But you get what I mean.
Regardless, the concept of efficiency is a fairly simple one. For energy that is put in, there will be some useful energy produced as well as some wasted energy.
This concept is known as the First Law of Thermodynamics and engineers are constantly trying to get the most useful energy out of any process. Our government is even mandating that cars get better gas mileage. I put a gallon of gas in my car and I should be able to go a certain number of miles. If I can go further, my car is more efficient.
So, from an engineer’s perceptive, we want to maximize the useful energy and minimize the waste.
Why shouldn’t we be striving for the same thing in the maintenance world? After all, there are only so many hours available in the day.
Maintenance Efficiency – Doing More With what You Have
Let’s first understand what efficiency means.
The Merriam-Webster Dictionary says efficiency is “The ability to do something or produce something without wasting materials, time, or energy.”
From Dictionary.com, "... being efficient is the accomplishment of or ability to accomplish a job with a minimum expenditure of time and effort."
Wikipedia considers efficiency to be the “Useful work per quantity of energy, mechanical advantage over ideal mechanical advantage.”
Or, from the perspective of a boss (and my personal favorite): Do more with less.
There are also many different ways we refer to efficiency. From a consumer standpoint, efficiency in an appliance is touted with the yellow EnergyStar sticker. You see them on air conditioners, washing machines, refrigerators, etc. As a homeowner, we try to maximize our items’ efficiency.
Other examples of efficiency are car mileage, machine production, performance in organizations, and people maximizing their time.
We can also see efficiency (or not) in the processes we define for our maintenance work execution.
According to Dr. Deming,
“Process efficiency is how many steps it takes to perform a task.”
Considering the above examples, what can we do to maximize efficiency?
Actually, a lot. And engineers are continually searching and finding new ways to increase efficiency, from energy to people. For example, we can:
- utilize insulation to keep heat or cold in or out
- make processes repeatable
- document schedules
- maximize our computer’s processing power
- keep Smartphones connected
- connect to everything with the Internet of Things (IoT)
How do we apply this concept of efficiency to the maintenance world?
From a maintenance scheduling point of view, there are a lot of things we need to consider, but often we are just too busy getting the plant back on line to even think about them. Think about being strategic (long term) versus tactical (today).
What are some things that we can do to maximize efficiency in maintenance? First, we can utilize our assets to tell us when to do specific tasks or procedures and we can take steps to have our work orders generated automatically.
To get these things accomplished, we still need:
- Standard Operating Procedures (processes)
- Items such as current job plans, crafts, permits, safety plans, spare parts, etc.
- A list of priorities
- The ability to track compliance
- A drive for continuous improvement
- Schedules based on worker and machine availability
Resource Availability and Efficiency Go Hand in Hand
Let’s say we did take some steps to lay out our foundation for improved maintenance planning and scheduling.
So we know how long jobs should take, what the priority work is and we have everything identified to complete the job. Are we done?
I say there is one more step that is needed. A significant component of efficiency is to be aware of availability. What does this mean? I now know how many hours are on my work orders so I should be able to figure out what my workforce can handle. But who is available to do the work? Availability of resources drives efficiency.
What is the point of scheduling Bob for a specific maintenance task on Monday if Bob is on vacation in the Bahamas that week?
I should know Bob is going to be on vacation in the Bahamas because of course, he would have been talking it up for the last 6 weeks, right? But, what if Bob had a doctor’s appointment on Monday and was coming in late on Monday? You’re either scrambling to find someone to perform the maintenance in Bob’s place, or it has to wait.
By having a good handle on the ability of our workforce, we can become better at scheduling work. That, by default, is going to increase our workforce efficiency.
When looking at scheduling work, it is important to keep the following in mind:
- Daily/Weekly plans
- Scheduled shutdowns
- Who assigns work?
- Who will be managing work?
- How does the work get into the technicians’ hands?
- How is feedback conveyed?
- Is there any compliance reporting that needs to be done?
These should all be part of the defined and documented process we have in place for our work execution. This is part of the continuous improvement cycle as well.
So, how do you keep track of technician’s time?
Is it reflected in the availability numbers in your EAM/CMMS?
Are these numbers easily seen in your planning and scheduling software?
Depending on how you answer these three questions, you may have a lot of opportunities to impact your workforce efficiency.
Better Planned and Scheduled Maintenance Work Should Be a High Priority
Author and maintenance planning and scheduling guru, Doc Palmer, has been studying this process for decades. His premise is that our workforce does what we ask them to do and they feel busy at about 35% efficiency because they are busy.
"We're looking for a bowling score. If you could consistently bowl 200 out of 300, you'd be a pretty good bowler. We're looking for about 67% schedule compliance. I'm personally looking for between 40% and 90%. If you're under 40% schedule compliance, you might not be trying. And if you're over 90%, you might be lying." - Doc Palmer - Author, McGraw-Hill Maintenance Planning and Scheduling Handbook.
However, are they busy doing the right things? If they are looking for parts, procedures or permissions, they are not focused on maintenance and can do better. It is up to our planners and schedulers to ensure they have everything they need to perform the task.
Consequently, if a job plan says that the task will take 5 hours, we assume that is how long it will take. Do we ever evaluate if this assessment is accurate?
If we ensure the time requirements for tasks are correct on the job plans, we might be able to get 4 jobs done instead of 3. So now we see the benefits of efficiency – more work accomplished with the same number of technicians.
Consider the following three questions:
- Is all work documented or planned?
- Is your system set up to understand availability?
- Are your planning and scheduling processes well defined and repeatable?
According to Dr. Deming, if you put a good person in a bad system the bad system will win every time.
Additionally, Deming urged the need to focus on the definition of a process.
“If you can't describe what you are doing as a process, you don't know what you're doing.”
Remember the First Law of Thermodynamics? I’d like to change that a little. From a maintenance manager’s perspective (or any supervisor) let’s say we only have so many hours available each day to perform work.
Some hours are wasted and some are transferred into useful work with good results. How do we maximize the useful work?
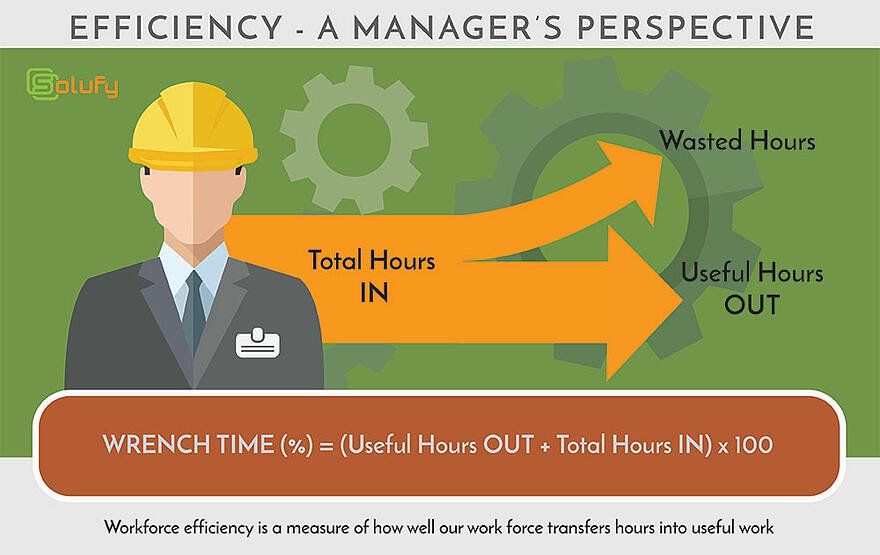
Amazingly, the average “wrench time” (maintenance efficiency) is ONLY 25 - 35%. We need to move this up so that we are not wasting so much time. Leading organizations who are implementing best practices in planning and scheduling are pushing wrench time to 60% - 65%.
Another staggering statistic is in maintenance overtime. In the US, overtime is at 14%, while leading practice is as low as 4%.
Why is this?
Cause: Reactive maintenance.
Result: Higher cost.
Solution: Better planned and scheduled maintenance work.
Now, let’s take a look at unplanned versus planned work. If our work is not planned, our technicians end up performing a lot of the planning stuff, like looking for parts, finding procedures, locating permits and getting permissions, while planned work has all of this already identified.
What does this mean?
Planned work versus unplanned work has a cost ratio of 1:5. In other words, unplanned work is 5 times the cost of planned work. Why? As a rule, all work has the potential for a delay of some sort, so scheduled work can greatly benefit from historical analysis and planning.
Consider this example:
There are 10 maintenance technicians at 35% wrench time who has the ability perform 140 hours of wrench time per week.
If the wrench time was increased to 50%, this would equate to 200 hours of wrench time weekly. This is an increase of 60 hours per week.
Without any changes to your process or systems, to add 60 hours of wrench time, you would have to add 4.3 technicians.
What is the cost of adding these 4.3 people? To make the math easy, let’s just say you can’t add 4.3 people and go with 5.
Let’s make the following assumptions to calculate a cost:
- Number of techs: 5
- Burdened rate: $45
- Overtime rate: $25
- Overtime hours weekly: 5.6
- Overtime hours annually: 280
- Cost of standard hours: $468,000
- Cost of overtime hours: $35,000
That equates to $503,000!
With numbers like that, it does give cause to reevaluate your maintenance and planning procedures, doesn’t it?
Maintenance Efficiency = Availability
Don’t forget: keep it simple.
Know your processes, understand workforce availability, consider weekly schedules and daily schedules, keep looking for ways to improve efficiencies continually, and utilize the “extra” technicians to handle a backlog and PMs to improve compliance.
Always measure your process, assess the measurements and look for ways to keep ratcheting up your efficiencies.
Last Updated: July 16, 2025
